








ເຄື່ອງເຈາະ CNC TD Series-1 ສຳລັບທໍ່ຫົວ




| ລາຍການ | ຊື່ | ພາລາມິເຕີ | ||
| TD0308 | TD0309 | TD0608 | ||
| ຂະໜາດ ແລະ ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກຂອງທໍ່ຫົວ. | ວັດສະດຸຫົວຂໍ້ | SA106-C,12Cr1MoVG,P91,P92 (ຄວາມແຂງສູງສຸດທີ່ການເຊື່ອມປະສານ: 350HB | CS - SA 106 ເກຣ. B(ຄວາມແຂງສູງສຸດຢູ່ທີ່ຮອຍຕໍ່ແມ່ນ 350HB) | |
| ຂອບເຂດເສັ້ນຜ່າສູນກາງພາຍນອກຂອງຫົວຂໍ້ | φ60-φ350 ມມ | φ100-φ600 ມມ | ||
| ຊ່ວງຄວາມຍາວຂອງຫົວຂໍ້ | 3-8.5 ແມັດ | 3-7.5 ແມັດ | ||
| ຊ່ວງຄວາມໜາຂອງຫົວ | 3-10 ມມ | 15-50 ມມ | ||
| ເສັ້ນຜ່າສູນກາງການເຈາະ (ສ້າງຄັ້ງດຽວ) | φ10-φ64 ມມ | ≤φ50ມມ | ||
| ເສັ້ນຜ່າສູນກາງການປະມວນຜົນຂອງຮັງ (ສ້າງຄັ້ງດຽວ) | φ65-φ150 ມມ | |||
| ສ່ວນຊື່ l ຂອງຂອບຮູນອກສຸດຫາປາຍ | ≥100 ມມ | |||
| ຫົວແບ່ງ CNC | ປະລິມານ | 2 | 1 | |
| ຄວາມໄວໃນການໝຸນ | 0-4r/ນາທີ (CNC) | |||
| ລວດລາຍຕັ້ງ | ±100 ມມ | ±150 ມມ | ||
| ອອກຕາມແນວນອນອາການເສັ້ນເລືອດໃນສະໝອງຕີບ | 500 ມມ | |||
| ຮູບແບບອັດຕາການປ້ອນແນວຕັ້ງ | ຄ່ອຍໆ | |||
| ຮູບແບບຄວາມໄວໃນການປ້ອນອອກຕາມແນວນອນ | ຄ່ອຍໆ | |||
| ຫົວເຈາະ ແລະ ແຣມຕັ້ງຂອງມັນ | ເຈາະຮູແບບ taper spindle | BT50 | ||
| ຮອບຕໍ່ນາທີຂອງແກນໝູນ | 30~3000 ຮອບ/ນາທີ(ສາມາດປັບໄດ້ແບບບໍ່ມີຂັ້ນໄດ) | |||
| ຈັງຫວະ Z ຂອງຫົວເຈາະ | ປະມານ 400 ມມ | ປະມານ 500 ມມ | ||
| ການເຄື່ອນໄຫວຂອງຫົວເຈາະໃນທິດທາງ Y | ປະມານ 400 ມມ | |||
| ຄວາມໄວສູງສຸດຂອງຫົວເຈາະໃນທິດທາງ Z | 5000 ມມ/ນາທີ | |||
| ຄວາມໄວສູງສຸດຂອງຫົວເຈາະໃນທິດທາງ Y | 8000 ມມ/ນາທີ | |||
| ໂໝດຂັບຂີ່ | ມໍເຕີເຊີໂວ + ບານສະກູ | |||
| ເກຍ | ຮູບແບບການຂັບເຄື່ອນ Gantry | ມໍເຕີເຊີໂວ + ແຣັກແອນພີນຽນ | ||
| ການເຄື່ອນໄຫວສູງສຸດຂອງແກນ x | 9m | |||
| ຄວາມໄວສູງສຸດຂອງການເຄື່ອນທີ່ຂອງແກນ x | 8000 ມມ/ນາທີ | 10000 ມມ/ນາທີ | ||
| ອື່ນໆ | ຈຳນວນລະບົບ CNC | 1 ຊຸດ | ||
| ຈຳນວນແກນ NC | 4 | |||
| ອົງການທົດສອບ | 1 ຊຸດ | |||
| ອຸປະກອນກົດຊ່ວຍ | 1 ຊຸດ | |||
| ອຸປະກອນຮອງຮັບ | 1 ຊຸດ | |||
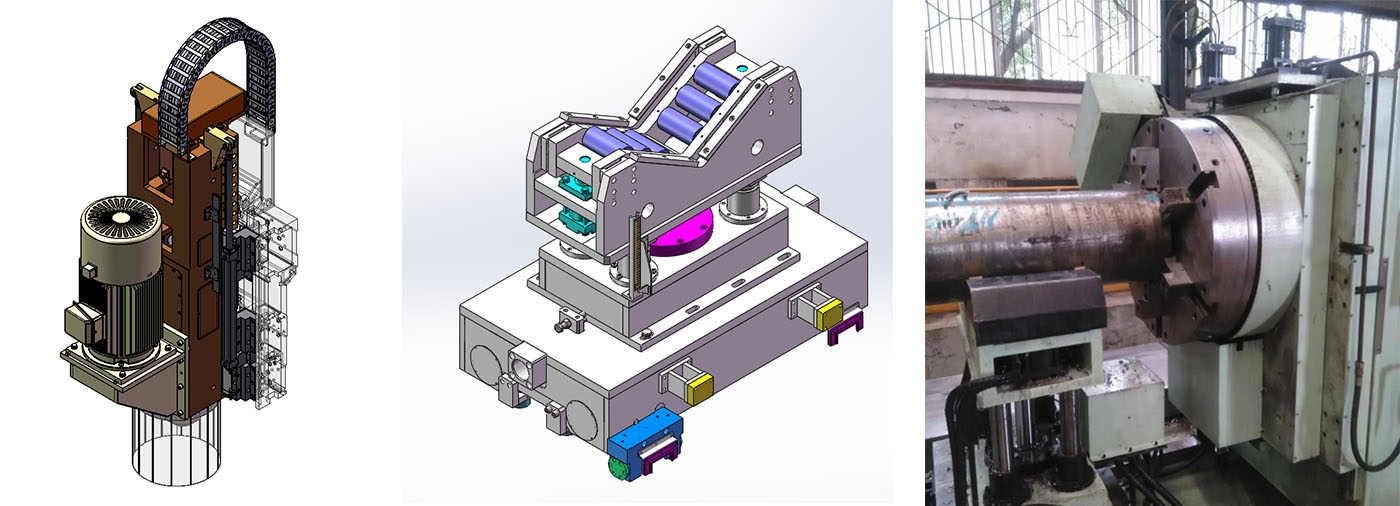
ເຄື່ອງຈັກປະກອບດ້ວຍຖານ, ແກນຕັ້ງ, ຫົວເຈາະ, ຫົວແບ່ງ CNC, ອຸປະກອນກົດຊ່ວຍ, ອຸປະກອນຮອງຮັບ, ວາລະສານເຄື່ອງມື, ລະບົບປ່ອຍຊິບ ແລະ ລະບົບເຮັດຄວາມເຢັນ, ລະບົບຫລໍ່ລື່ນອັດຕະໂນມັດ ແລະ ລະບົບໄຮໂດຼລິກ, ລະບົບນິວເມຕິກ ແລະ ລະບົບໄຟຟ້າ.
ກ. ຫົວເຈາະ ແລະ ແຣມຕັ້ງ
ຫົວເຈາະຖືກຂັບເຄື່ອນໂດຍມໍເຕີຄວາມຖີ່ທີ່ປ່ຽນແປງໄດ້ຜ່ານສາຍແອວ. ແຣມແນວຕັ້ງຖືກນຳພາໂດຍຄູ່ມືລູກກິ້ງເສັ້ນຊື່, ການປ້ອນແນວຕັ້ງຖືກຂັບເຄື່ອນໂດຍມໍເຕີ servo AC ເພື່ອຂັບເຄື່ອນຄູ່ສະກູບານ, ແລະການເຄື່ອນໄຫວໄວໄປໜ້າ / ກ້າວໜ້າ / ຢຸດ / ຊັກຊ້າແມ່ນບັນລຸໄດ້.


ຂ. ຫົວແບ່ງ CNC
ຫົວແບ່ງ CNC ຖືກຕິດຕັ້ງຢູ່ປາຍດ້ານໜຶ່ງຂອງຖານຂອງເຄື່ອງມືເຄື່ອງຈັກ, ເຊິ່ງສາມາດເຄື່ອນທີ່ໄປຂ້າງໜ້າ ແລະ ດ້ານຫຼັງເພື່ອຄວາມສະດວກໃນການໂຫຼດ ແລະ ຍົກຫົວ. ຫົວດັດຊະນີມີອຸປະກອນຈູດໄຮໂດຼລິກທີ່ປັບແຕ່ງໄດ້, ເຊິ່ງຮັບຮອງເອົາແບຣິງການໝຸນທີ່ມີຄວາມແມ່ນຍໍາສູງທີ່ມີຄວາມຖືກຕ້ອງຂອງການສົ່ງຜ່ານ ແລະ ແຮງບິດໃຫຍ່.

ຄ. ການກຳຈັດຊິບ ແລະ ການເຮັດໃຫ້ເຢັນ
ຮ່ອງລະບາຍນ້ຳພາຍໃຕ້ພື້ນຖານມີລະບົບສາຍພານລຳລຽງຊິບແບບຕ່ອງໂສ້ຮາບ, ເຊິ່ງສາມາດປ່ອຍອອກໂດຍອັດຕະໂນມັດໃນຕົວບັນທຸກເສດເຫຼືອຢູ່ປາຍ. ມີປໍ້າເຮັດຄວາມເຢັນຢູ່ໃນຖັງນ້ຳຢາຫຼໍ່เย็นຂອງລະບົບສາຍພານລຳລຽງຊິບ, ເຊິ່ງສາມາດໃຊ້ສຳລັບເຮັດຄວາມເຢັນພາຍນອກຂອງເຄື່ອງມືເພື່ອຮັບປະກັນປະສິດທິພາບການເຈາະ ແລະ ອາຍຸການໃຊ້ງານຂອງຫົວເຈາະ. ນ້ຳຢາຫຼໍ່ເຢັນສາມາດນຳມາຣີໄຊເຄີນໄດ້.

ງ. ລະບົບຫລໍ່ລື່ນ
ເຄື່ອງຈັກຮັບຮອງເອົາການປະສົມປະສານຂອງລະບົບຫລໍ່ລື່ນອັດຕະໂນມັດ ແລະ ການຫລໍ່ລື່ນດ້ວຍມືເພື່ອຫລໍ່ລື່ນທຸກສ່ວນຂອງເຄື່ອງຈັກ, ເຊິ່ງຫຼີກລ່ຽງການປະຕິບັດງານດ້ວຍມືທີ່ໜ້າເບື່ອ ແລະ ປັບປຸງອາຍຸການໃຊ້ງານຂອງແຕ່ລະສ່ວນ.
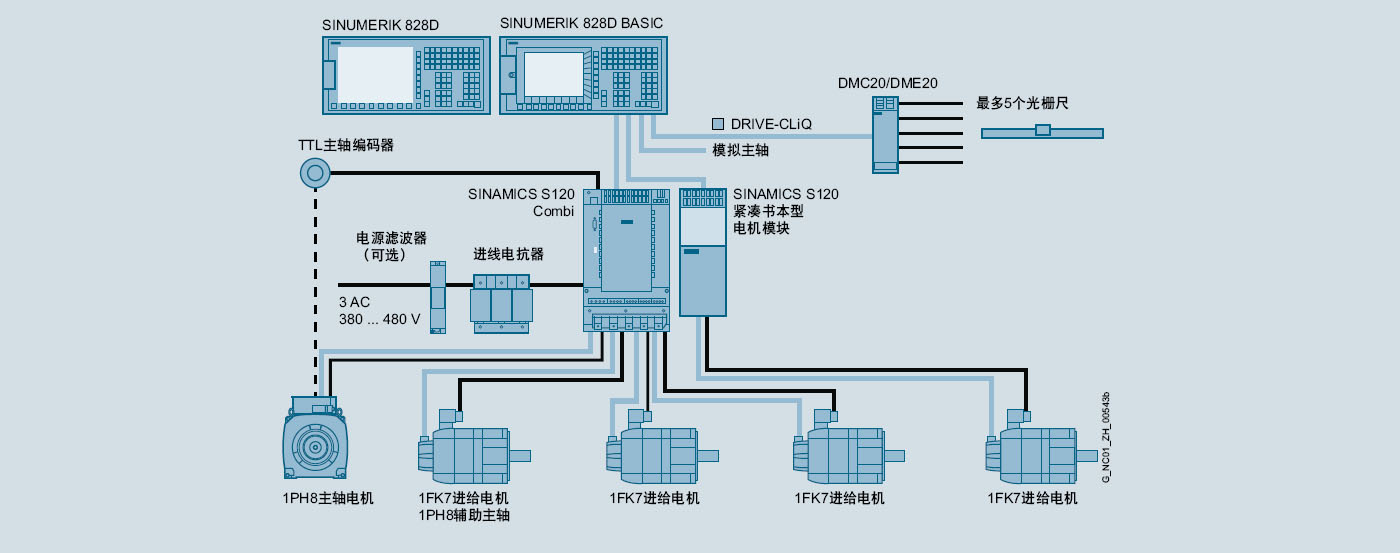
ອ. ລະບົບຄວບຄຸມໄຟຟ້າ
ລະບົບ CNC ຮັບຮອງເອົາລະບົບ CNC ຂອງ Siemens SINUMERIK 828d. SINUMERIK 828d ເປັນລະບົບ CNC ທີ່ອີງໃສ່ແຜງ. ລະບົບດັ່ງກ່າວປະສົມປະສານ CNC, PLC, ອິນເຕີເຟດການໃຊ້ງານ ແລະ ວົງຄວບຄຸມການວັດແທກ.
| NO. | ຊື່ | ຍີ່ຫໍ້ | ປະເທດ |
| 1 | CNCລະບົບ | ຊີເມນສ໌ 828D | ເຢຍລະມັນ |
| 2 | ເຄື່ອງຈັກ servo ປ້ອນອາຫານ | ຊີເມນສ໌ | ເຢຍລະມັນ |
| 3 | Lລາງລົດໄຟນຳທາງແບບ inear | HIWIN/PMI | ໄຕ້ຫວັນ, ຈີນ |
| 4 | ຕົວຫຼຸດຄວາມແມ່ນຍໍາຂອງແກນ X | ແອັດແລນຕາ | ເຢຍລະມັນ |
| 5 | ຄູ່ແຣັກ ແລະ ພີນຽນແກນ X | ແອັດແລນຕາ | ເຢຍລະມັນ |
| 6 | ແກນໝຸນທີ່ມີຄວາມແມ່ນຍໍາສູງ | ເຄນເທີນ/ສະປິນເທັກ | ໄຕ້ຫວັນ, ຈີນ |
| 7 | ມໍເຕີ Spindle | SFC | ຈີນ |
| 8 | ວາວໄຮໂດຼລິກ | ATOS | ອິຕາລີ |
| 9 | ປໍ້ານ້ຳມັນ | ຈັສມາກ | ໄຕ້ຫວັນ, ຈີນ |
| 10 | ລາກໂສ້ | CPS | ເກົາຫຼີ |
| 11 | ລະບົບຫລໍ່ລື່ນອັດຕະໂນມັດ | ເຮຣກ | ຍີ່ປຸ່ນ |
| 12 | ປຸ່ມ, ໄຟສະແດງ ແລະ ອົງປະກອບໄຟຟ້າຫຼັກອື່ນໆ | Schneider | ປະເທດຝຣັ່ງ |
| 13 | ສະກູບານ | I+F/NEFF | ເຢຍລະມັນ |
ໝາຍເຫດ: ຂ້າງເທິງນີ້ແມ່ນຜູ້ສະໜອງມາດຕະຖານຂອງພວກເຮົາ. ມັນອາດຈະຖືກປ່ຽນແທນດ້ວຍອົງປະກອບທີ່ມີຄຸນນະພາບດຽວກັນຂອງຍີ່ຫໍ້ອື່ນ ຖ້າຜູ້ສະໜອງຂ້າງເທິງບໍ່ສາມາດສະໜອງອົງປະກອບໄດ້ ໃນກໍລະນີທີ່ມີບັນຫາພິເສດໃດໆ.



ລາຍລະອຽດຫຍໍ້ຂອງບໍລິສັດ  ຂໍ້ມູນໂຮງງານ
ຂໍ້ມູນໂຮງງານ  ກຳລັງການຜະລິດປະຈຳປີ
ກຳລັງການຜະລິດປະຈຳປີ  ຄວາມສາມາດໃນການຄ້າ
ຄວາມສາມາດໃນການຄ້າ 
