







ເຄື່ອງເຈາະໄຮໂດຼລິກ CNC PP1213A PP1009S ຄວາມໄວສູງສຳລັບລົດບັນທຸກຄັນຄາງ




| ບໍ່. | ລາຍການ | ພາລາມິເຕີ | ||
| PP1213A | PP1009S | |||
| 1 | ແຮງຕີ | 1200KN | 1000KN | |
| 2 | ສູງສຸດແຜ່ນຂະໜາດ | 800 × 3500 800 × 7000ມມ(ການວາງຕຳແໜ່ງຮອງ) | ||
| 3 | ແຜ່ນຂອບເຂດຄວາມໜາ | 4~12mm | 4~12mm | |
| 4 | ສະຖານີ Punch | ໝາຍເລກໂມດູນ | 13mm | 9mm(5 ອັນດັບຕົ້ນ, 4 ອັນດັບລຸ່ມ) |
| ເສັ້ນຜ່າສູນກາງຮູສູງສຸດ | φ60 | φ50 | ||
| 5 | ຂະໜາດຂອງຮູເຈາະ(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (ຊຸດແມ່ພິມທີ່ມີຄວາມໜາຂອງແຜ່ນ 8 ມມ) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (ລວມທັງຊຸດແມ່ພິມທີ່ມີຄວາມໜາຂອງແຜ່ນ 8)mm) | |
| 6 | ຈຳນວນການຕີຕໍ່ນາທີ | 〉42 | <42 | |
| 7 | ການບິດເບືອນຂອບເຂດ | <2mm | <25 | |
| 8 | ຈຳນວນຂອງທີ່ໜີບ | 3 | ||
| 9 | ຄວາມດັນຂອງລະບົບ | Hຄວາມດັນສູງ | 24MPa | |
| Lຄວາມກົດດັນຕໍ່າ | 6MPa | |||
| 10 | Aຄວາມກົດດັນຂອງ ir | 0.5MPa | ||
| 11 | ພະລັງງານມໍເຕີຂອງປັ໊ມໄຮໂດຼລິກ | 22kW | ||
| 12 | ພະລັງງານມໍເຕີ servo ແກນ X | 5kW | ||
| 13 | ພະລັງງານມໍເຕີ servo ແກນ Y | 5kW | ||
| 14 | ກຳລັງການຜະລິດທັງໝົດ | 55ກິໂລວັດາ | ||

1. ຕຽງເຄື່ອງຈັກຂອງເຄື່ອງຈັກບັນທຸກໜັກໃຊ້ໂຄງສ້າງການເຊື່ອມໂລຫະແຜ່ນເຫຼັກທີ່ມີຄຸນນະພາບສູງ. ຫຼັງຈາກເຊື່ອມແລ້ວ, ພື້ນຜິວຈະຖືກທາສີເພື່ອປັບປຸງຄຸນນະພາບພື້ນຜິວ ແລະ ຄວາມສາມາດໃນການຕ້ານການກັດກ່ອນຂອງແຜ່ນເຫຼັກ. ຊິ້ນສ່ວນເຊື່ອມຂອງຕຽງເຄື່ອງກຶງຈະຖືກອົບແຫ້ງດ້ວຍຄວາມຮ້ອນເພື່ອກຳຈັດຄວາມກົດດັນຈາກການເຊື່ອມໃນລະດັບສູງສຸດ.

2. ເຄື່ອງມີສອງແກນ CNC: ແກນ x ແມ່ນການເຄື່ອນໄຫວຊ້າຍ ແລະ ຂວາຂອງຕົວໜີບ, ແກນ Y ແມ່ນການເຄື່ອນໄຫວດ້ານໜ້າ ແລະ ດ້ານຫຼັງຂອງຕົວໜີບ, ແລະ ໂຕະເຮັດວຽກ CNC ທີ່ມີຄວາມແຂງແກ່ນສູງຮັບປະກັນຄວາມໜ້າເຊື່ອຖື ແລະ ຄວາມຖືກຕ້ອງຂອງການໃຫ້ອາຫານ.
3. ເພົາຂັບ X. Y ຮັບຮອງເອົາສະກູບານທີ່ມີຄວາມແມ່ນຍໍາສູງເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງຂອງການສົ່ງສັນຍານ.
4. ແກນ X ແລະ Y ຮັບຮອງເອົາລາງລົດໄຟນຳທາງເສັ້ນຊື່ທີ່ມີຄວາມແມ່ນຍໍາສູງ, ມີການຮັບນໍ້າໜັກຫຼາຍ, ຄວາມແມ່ນຍໍາສູງ, ອາຍຸການໃຊ້ງານທີ່ຍາວນານຂອງລາງລົດໄຟນຳທາງ, ແລະສາມາດຮັກສາຄວາມແມ່ນຍໍາສູງຂອງເຄື່ອງຈັກໄດ້ເປັນເວລາດົນນານ.
5. ມໍເຕີຂັບເຄື່ອນແກນ x ແລະ ແກນ y ແມ່ນຂັບເຄື່ອນດ້ວຍມໍເຕີ servo AC ຂອງເຢຍລະມັນ. ແກນ Y ຮັບຮູ້ການຕອບສະໜອງຕໍ່ຕຳແໜ່ງວົງແຫວນເຄິ່ງປິດ.
6. ເຄື່ອງຈັກຖືກຫລໍ່ລື່ນໂດຍການປະສົມປະສານຂອງການຫລໍ່ລື່ນສູນກາງ ແລະ ການຫລໍ່ລື່ນແບບກະຈາຍສູນກາງ, ເພື່ອໃຫ້ເຄື່ອງຈັກຢູ່ໃນສະພາບການເຮັດວຽກທີ່ດີທຸກໆຄັ້ງ.
7. ໂຕະເຮັດວຽກ CNC ຂອງວັດສະດຸທີ່ເຄື່ອນຍ້າຍໄດ້ຖືກຕິດຕັ້ງໂດຍກົງໃສ່ພື້ນຖານ, ແລະໂຕະເຮັດວຽກມີລູກບານລຳລຽງທົ່ວໄປ, ເຊິ່ງມີຂໍ້ດີຂອງຄວາມຕ້ານທານນ້ອຍ, ສຽງດັງຕໍ່າ ແລະ ການຮັກສາງ່າຍ.
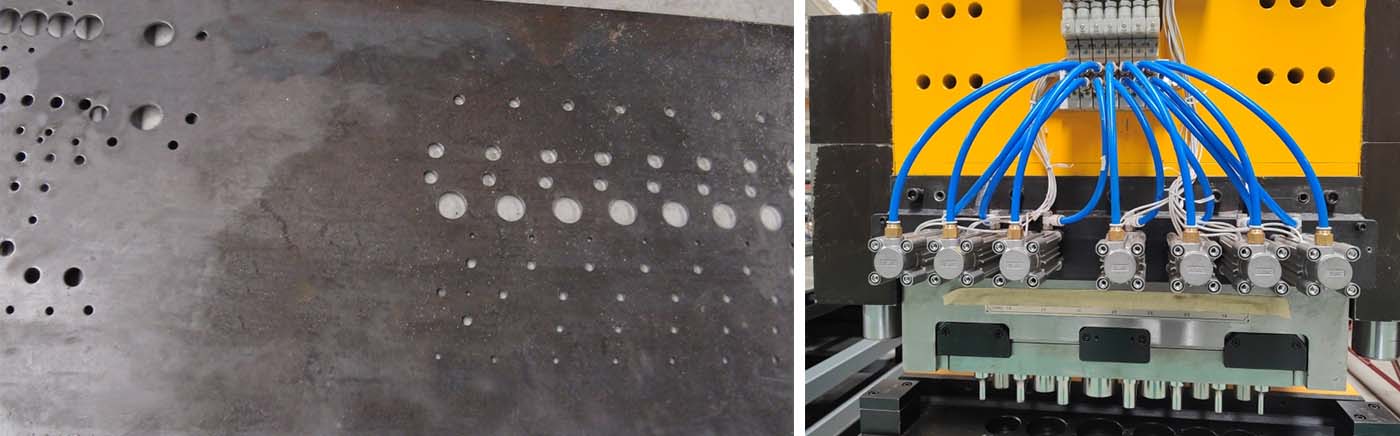
8. ຕຳແໜ່ງແມ່ພິມເຈາະຂອງເຄື່ອງຈັກໃຊ້ການຈັດລຽງແບບເສັ້ນຊື່ສອງແຖວ, ແລະເສັ້ນຜ່າສູນກາງການເຈາະສູງສຸດແມ່ນ 50 ມມ. ລູກສູບຂອງກະບອກໄຮໂດຼລິກຂັບເຄື່ອນບລັອກເລື່ອນທີ່ມີຄູ່ມືມ້ວນເສັ້ນຊື່ສອງອັນເພື່ອເຄື່ອນທີ່ຂຶ້ນແລະລົງ, ເຊິ່ງຮັບປະກັນການຈັດລຽງທີ່ຖືກຕ້ອງຂອງແມ່ພິມແລະເຄື່ອງເຈາະ, ແລະມີອາຍຸການໃຊ້ງານທີ່ຍາວນານ. ການເລືອກຕຳແໜ່ງແມ່ພິມເຈາະໃຊ້ວິທີການຍູ້ແລະດຶງບລັອກເບາະຂອງກະບອກສູບ, ເຊິ່ງມີຂໍ້ດີຂອງການປ່ຽນແມ່ພິມໄວ, ຄວາມໜ້າເຊື່ອຖືສູງແລະການຮັກສາທີ່ສະດວກ.
9. ວັດສະດຸຖືກໜີບດ້ວຍທີ່ໜີບໄຮໂດຼລິກທີ່ມີພະລັງສາມອັນ, ເຊິ່ງສາມາດເຄື່ອນຍ້າຍ ແລະ ຕັ້ງຢູ່ໄດ້ໄວ. ທີ່ໜີບສາມາດລອຍຂຶ້ນ ແລະ ລົງໄດ້ຕາມຄວາມຜັນຜວນຂອງວັດສະດຸ. ໄລຍະຫ່າງລະຫວ່າງທີ່ໜີບສາມາດປັບໄດ້ຕາມຄວາມຍາວຂອງຂອບໜີບຂອງວັດສະດຸ.

10. ມັນມີຂໍ້ດີຄືເວລາປະມວນຜົນສັ້ນ, ການວາງຕຳແໜ່ງໄວ, ການດຳເນີນງານງ່າຍດາຍ, ພື້ນທີ່ໜ້ອຍ ແລະ ປະສິດທິພາບການຜະລິດສູງ.
11. ອິນເຕີເຟດຂອງຄອມພິວເຕີແມ່ນພາສາອັງກິດ, ເຊິ່ງງ່າຍຕໍ່ການໃຊ້ສຳລັບຜູ້ປະຕິບັດງານ.
| NO | ຊື່ | ຍີ່ຫໍ້ | ປະເທດ |
| 1 | CNCລະບົບ | ຊີເມນ 808D | ເຢຍລະມັນ |
| 2 | ມໍເຕີເຊີໂວ ແລະSຕົວຂັບເອີໂຣ | ຊີເມນສ໌ / ພານາໂຊນິກ | ເຢຍລະມັນ/ຍີ່ປຸ່ນ |
| 3 | ຄູ່ມືການເຄື່ອນທີ່ເສັ້ນຊື່ | HIWIN/PMI | ໄຕ້ຫວັນ, ຍີ່ປຸ່ນ |
| 4 | ສະກູບານ | I+F/NEEF | ເຢຍລະມັນ |
| 5 | ກະບອກ | SMC/FESTO | ຍີ່ປຸ່ນ / ເຢຍລະມັນ |
| 6 | ຣີເລສະເຕດແບບແຂງ | ວາຍມູລເລີ | ເຢຍລະມັນ |
| 7 | ລາກໂສ້ | Igus/CPS | ເຢຍລະມັນ/ເກົາຫຼີໃຕ້ |
| 8 | ປໍ້າລົມຄູ່ | ເດນິສັນ/ອັລເບີດ | ສະຫະລັດອາເມລິກາ |
| 9 | ວາວໄຮໂດຼລິກ | ATOS | ອິຕາລີ |
| 10 | ເຄື່ອງເຮັດຄວາມເຢັນນ້ຳມັນ | Tongfei/Laber | ຈີນ |
| 11 | ອຸປະກອນຫລໍ່ລື່ນນ້ຳມັນ | ເຮີດ | ຍີ່ປຸ່ນ |
| 12 | ອົງປະກອບໄຟຟ້າແຮງດັນຕ່ຳ | Schneider | ປະເທດຝຣັ່ງ |
ໝາຍເຫດ: ຂ້າງເທິງນີ້ແມ່ນຜູ້ສະໜອງມາດຕະຖານຂອງພວກເຮົາ. ມັນອາດຈະຖືກປ່ຽນແທນດ້ວຍອົງປະກອບທີ່ມີຄຸນນະພາບດຽວກັນຂອງຍີ່ຫໍ້ອື່ນ ຖ້າຜູ້ສະໜອງຂ້າງເທິງບໍ່ສາມາດສະໜອງອົງປະກອບໄດ້ ໃນກໍລະນີທີ່ມີບັນຫາພິເສດໃດໆ.



ລາຍລະອຽດຫຍໍ້ຂອງບໍລິສັດ  ຂໍ້ມູນໂຮງງານ
ຂໍ້ມູນໂຮງງານ  ກຳລັງການຜະລິດປະຈຳປີ
ກຳລັງການຜະລິດປະຈຳປີ  ຄວາມສາມາດໃນການຄ້າ
ຄວາມສາມາດໃນການຄ້າ 





