






ເຄື່ອງເຈາະ CNC PHD2020C ສຳລັບແຜ່ນເຫຼັກກ້າ




| ເຄື່ອງຈັກສູງສຸດວັດສະດຸຂະໜາດ | ເສັ້ນຜ່າສູນກາງ | φ2000 ມມ |
| ແຜ່ນ | 2000 x 2000 ມມ | |
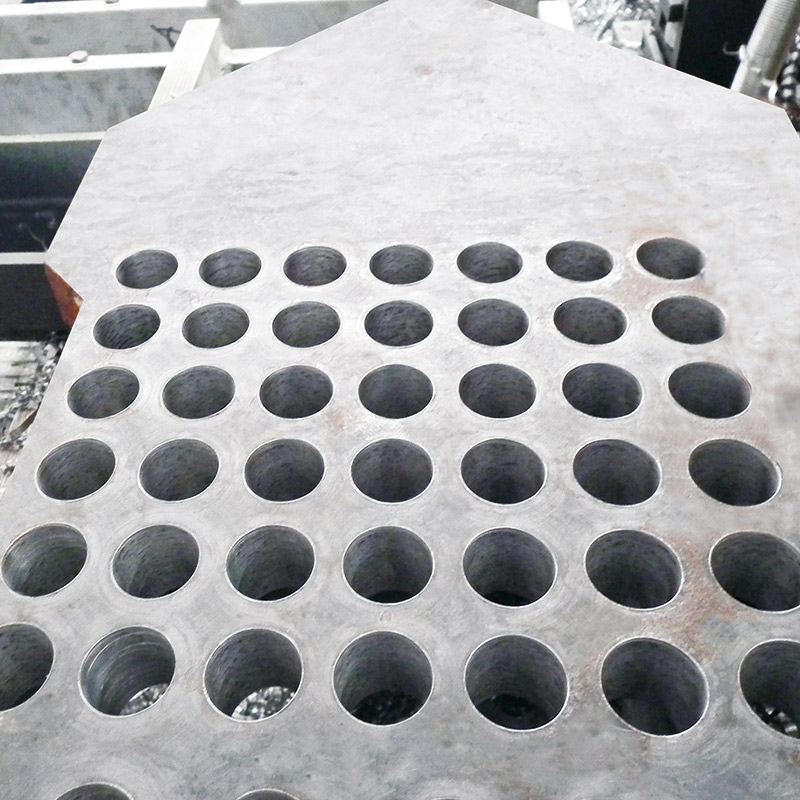
| ຄວາມໜາຂອງແຜ່ນທີ່ປະມວນຜົນສູງສຸດ | 100 ມມ | |
| ໂຕະເຮັດວຽກ | ຄວາມກວ້າງຂອງຮ່ອງຮູບຕົວ T | 22 ມມ |
| ຫົວເຈາະໄຟຟ້າ | ເສັ້ນຜ່າສູນກາງເຈາະສູງສຸດຂອງສະວ່ານເຫຼັກກ້າຄວາມໄວສູງ | φ50 ມມ |
| ເສັ້ນຜ່າສູນກາງເຈາະສູງສຸດຂອງສະວ່ານຊີມັງຄາໄບດ໌ | φ40 ມມ | |
| ເສັ້ນຜ່າສູນກາງຂອງເຄື່ອງຕັດສູງສຸດ | φ20 ມມ | |
| ແກນຮູບຊົງໂຄ້ງ | BT50 | |
| ພະລັງງານມໍເຕີຫຼັກ | 22kW | |
| ແຮງບິດ spindle ສູງສຸດ ≤750r / ນາທີ | 280Nm | |
| ໄລຍະຫ່າງຈາກໜ້າດິນສ່ວນລຸ່ມຂອງແກນໄປໂຕະເຮັດວຽກ | 250—600 ມມ | |
| ການເຄື່ອນທີ່ຕາມລວງຍາວຂອງ Gantry (ແກນ x) | ສູງສຸດStໂຣກ | 2050 ມມ |
| ຄວາມໄວໃນການເຄື່ອນທີ່ຂອງແກນ X | 0—8 ແມັດ/ນາທີ | |
| ພະລັງງານມໍເຕີ servo ແກນ X | ປະມານ 2 × 1.5kW | |
| ການເຄື່ອນໄຫວຂ້າງຂອງຫົວພະລັງງານ(ແກນ Y) | ຈັງຫວະສູງສຸດຂອງຫົວພະລັງງານ | 2050 ມມ |
| ພະລັງງານມໍເຕີ servo ແກນ Y | ປະມານ 1.5kW | |
| ການເຄື່ອນໄຫວຂອງຫົວພະລັງງານໃນການປ້ອນຂໍ້ມູນ(ແກນ Z) | ການເດີນທາງແກນ Z | 350 ມມ |
| ພະລັງງານມໍເຕີ servo ແກນ Z | ປະມານ 1.5 ກິໂລວັດ | |
| ຄວາມຖືກຕ້ອງຂອງຕຳແໜ່ງ | ແກນ X,ແກນ Y | 0.05 ມມ |
| ຄວາມຖືກຕ້ອງຂອງຕຳແໜ່ງຊ້ຳອີກ | ແກນ X,ແກນ Y | 0.025 ມມ |
| ລະບົບນິວເມຕິກ | ຄວາມດັນອາກາດທີ່ຕ້ອງການ | ≥0.8MPa |
| ພະລັງງານຂອງມໍເຕີສາຍພານລຳລຽງຊິບ | 0. 45 ກິໂລວັດ | |
| ການເຮັດຄວາມເຢັນ | ໂໝດເຮັດຄວາມເຢັນພາຍໃນ | ການເຮັດໃຫ້ເຢັນດ້ວຍອາກາດ-ໝອກ |
| ໂໝດເຮັດຄວາມເຢັນພາຍນອກ | ການເຮັດຄວາມເຢັນດ້ວຍນ້ຳໝູນວຽນ | |
| ລະບົບໄຟຟ້າ | CNC | ຊີເມນ 808D |
| ຈຳນວນແກນ CNC | 4 | |
| ເຄື່ອງຈັກຫຼັກ | ນ້ຳໜັກ | ປະມານ 8500 ກິໂລກຣາມ |
| ມິຕິໂດຍລວມ(ຍາວ × ກວ້າງ × ສູງ) | ປະມານ 5300(3300)×3130 × 2830 ມມ |
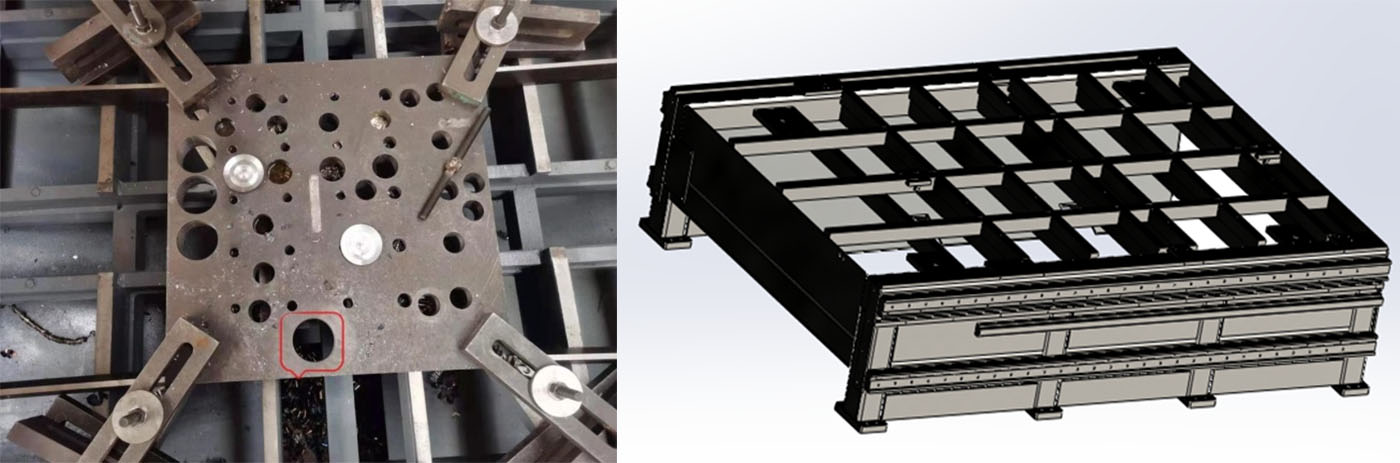
1. ເຄື່ອງນີ້ສ່ວນໃຫຍ່ປະກອບດ້ວຍແຜ່ນເລື່ອນຕາມລວງຍາວ ແລະ ແຜ່ນເລື່ອນຕາມລວງຍາວ, ໂຕະເລື່ອນຕາມລວງຍາວ ແລະ ຕາມລວງຍາວ, ຫົວເຈາະໄຟຟ້າ, ອຸປະກອນກຳຈັດຊິບ, ລະບົບນິວເມຕິກ, ລະບົບສີດລະບາຍຄວາມຮ້ອນ, ລະບົບຫລໍ່ລື່ນສ່ວນກາງ, ລະບົບໄຟຟ້າ ແລະ ອື່ນໆ.
2. ແກນໝຸນຂອງຫົວເຈາະພະລັງງານໃຊ້ແກນໝຸນທີ່ມີຄວາມແມ່ນຍໍາສູງທີ່ຜະລິດຢູ່ໄຕ້ຫວັນ, ມີຄວາມແມ່ນຍໍາສູງໃນການໝຸນ ແລະ ຄວາມແຂງແກ່ນດີ. ມີຮູ BT50, ມັນສະດວກໃນການປ່ຽນເຄື່ອງມື. ມັນສາມາດຍຶດໄດ້ທັງສະວ່ານບິດ ແລະ ສະວ່ານຄາໄບດ໌ຊີມັງ, ມີຫຼາຍລະດັບການນຳໃຊ້. ດອກສຽບຂະໜາດນ້ອຍສາມາດໃຊ້ສຳລັບການເຈາະເບົາ. ແກນໝຸນຖືກຂັບເຄື່ອນດ້ວຍມໍເຕີຄວາມຖີ່ທີ່ປ່ຽນແປງໄດ້, ເຊິ່ງມີຫຼາຍລະດັບການນຳໃຊ້.

3. ເຄື່ອງຈັກມີແກນ CNC ສີ່ແກນຄື: ແກນຕັ້ງຕຳແໜ່ງແບບ gantry (ແກນ x, ຂັບເຄື່ອນຄູ່); ແກນຕັ້ງຕຳແໜ່ງຕາມລວງຂວາງ (ແກນ Y) ຂອງຫົວພະລັງງານເຈາະ; ແກນປ້ອນຫົວພະລັງງານເຈາະ (ແກນ Z). ແກນ CNC ແຕ່ລະແກນຖືກນຳພາໂດຍລາງນຳທາງເສັ້ນຊື່ທີ່ມີຄວາມແມ່ນຍຳສູງ ແລະ ຂັບເຄື່ອນດ້ວຍມໍເຕີ servo AC + ສະກູບານ.
4. ເຄື່ອງຈັກມີລະບົບລຳລຽງຊິບແບບຕ່ອງໂສ້ຮາບຢູ່ກາງຕຽງເຄື່ອງຈັກ. ຊິບເຫຼັກຈະຖືກເກັບເຂົ້າໃນລະບົບລຳລຽງຊິບ, ແລະຊິບເຫຼັກຈະຖືກຂົນສົ່ງໄປຫາລະບົບລຳລຽງຊິບ, ເຊິ່ງສະດວກຫຼາຍສຳລັບການກຳຈັດຊິບ; ນ້ຳຢາຫຼໍ່เย็นຈະຖືກນຳມາຣີໄຊເຄີນ.
5. ຝາປິດປ້ອງກັນທີ່ມີຄວາມຍືດຫຍຸ່ນໄດ້ຖືກຕິດຕັ້ງຢູ່ເທິງຮາງນຳທາງແກນ x ແລະແກນ y ທັງສອງດ້ານຂອງເຄື່ອງມືເຄື່ອງຈັກ.
6. ລະບົບເຮັດຄວາມເຢັນມີຜົນກະທົບຂອງການເຮັດຄວາມເຢັນພາຍໃນ ແລະ ການເຮັດຄວາມເຢັນພາຍນອກ.
7. ລະບົບ CNC ຂອງເຄື່ອງຈັກແມ່ນຕິດຕັ້ງດ້ວຍ Siemens 808D ແລະລໍ້ມືເອເລັກໂຕຣນິກ, ເຊິ່ງມີໜ້າທີ່ທີ່ມີປະສິດທິພາບ ແລະ ໃຊ້ງານງ່າຍ. ມັນມີອິນເຕີເຟດ RS232 ແລະ ມີໜ້າທີ່ໃນການສະແດງຕົວຢ່າງການປະມວນຜົນ ແລະ ກວດສອບຄືນ. ອິນເຕີເຟດການໃຊ້ງານມີໜ້າທີ່ຂອງການສົນທະນາລະຫວ່າງຄົນກັບເຄື່ອງຈັກ, ການຊົດເຊີຍຄວາມຜິດພາດ ແລະ ການແຈ້ງເຕືອນອັດຕະໂນມັດ, ແລະ ສາມາດຮັບຮູ້ການຂຽນໂປຣແກຣມອັດຕະໂນມັດຂອງ CAD-CAM.
| ບໍ່. | ຊື່ | ຍີ່ຫໍ້ | ປະເທດ |
| 1 | Lລາງລົດໄຟນຳທາງແບບ inear | HIWIN/PMI/ABBA | ໄຕ້ຫວັນ, ຈີນ |
| 2 | ຄູ່ສະກູບານ | HIWIN/PMI | ໄຕ້ຫວັນ, ຈີນ |
| 3 | CNC | ຊີເມນສ໌ | ເຢຍລະມັນ |
| 4 | ມໍເຕີເຊີໂວ | ຊີເມນສ໌ | ເຢຍລະມັນ |
| 5 | ໄດເວີເຊີໂວ | ຊີເມນສ໌ | ເຢຍລະມັນ |
| 6 | ແກນໝຸນທີ່ມີຄວາມແມ່ນຍໍາສູງ | ເຄນເທີນ | ໄຕ້ຫວັນ, ຈີນ |
| 7 | ການຫລໍ່ລື່ນແບບສູນກາງ | ບິຈູຣ/ເຮີຣກ | ອາເມລິກາ / ຍີ່ປຸ່ນ |
ໝາຍເຫດ: ຂ້າງເທິງນີ້ແມ່ນຜູ້ສະໜອງມາດຕະຖານຂອງພວກເຮົາ. ມັນອາດຈະຖືກປ່ຽນແທນດ້ວຍອົງປະກອບທີ່ມີຄຸນນະພາບດຽວກັນຂອງຍີ່ຫໍ້ອື່ນ ຖ້າຜູ້ສະໜອງຂ້າງເທິງບໍ່ສາມາດສະໜອງອົງປະກອບໄດ້ ໃນກໍລະນີທີ່ມີບັນຫາພິເສດໃດໆ.



ລາຍລະອຽດຫຍໍ້ຂອງບໍລິສັດ  ຂໍ້ມູນໂຮງງານ
ຂໍ້ມູນໂຮງງານ  ກຳລັງການຜະລິດປະຈຳປີ
ກຳລັງການຜະລິດປະຈຳປີ  ຄວາມສາມາດໃນການຄ້າ
ຄວາມສາມາດໃນການຄ້າ 





