







ເຄື່ອງເຈາະສາມມິຕິ CNC Beam




| ຄ່າພາລາມິເຕີ | ||||||||
| ຊື່ພາລາມິເຕີ | ໜ່ວຍ | SWZ400-9 | SWZ1000C | SWZ1250C | ||||
| ຂອບເຂດຂອງມິຕິຂອງລຳແສງ | ເຫຼັກກ້າ | mm | 150*75-400*300 | 150*75-1000*50 | 150*751250*600 | |||
| ຄວາມໜາ | mm | ≤80 | ||||||
| ຄວາມຍາວ | m | 12ມ (ຕັ້ງຄ່າຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ) | 15ມ (ຕັ້ງຄ່າຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ) | |||||
| ຂີດຈຳກັດວັດສະດຸສັ້ນ | mm | ການປະມວນຜົນອັດຕະໂນມັດ≥1500 | ການປະມວນຜົນອັດຕະໂນມັດ≥3000 | |||||
| ການປະມວນຜົນດ້ວຍຕົນເອງ: ≤500 | ການປະມວນຜົນດ້ວຍຕົນເອງ: 690-3000 | |||||||
| ແກນໝູນ | ປະລິມານ | 3 | ||||||
| Dຮູເຈາະ ຂອບເຂດ | ດ້ານຄົງທີ່, ດ້ານມືຖື | mm | ∅ 12~ ∅30 | ∅ 12~ ∅26.5 | ||||
| ໜ່ວຍກາງ | mm | ∅12~ ∅40 | ∅12~ ∅33.5 | |||||
| ແກນໝູນຮອບຕໍ່ນາທີ | ຮອບ/ນາທີ | 180~560 | 180-560 | |||||
| ປ່ຽນຫົວບັດໄດ້ໄວ | / | ຮູ Morse taper 4#(ສາມາດປ່ຽນແປງໄດ້) | ຮູ Morse taper 4#(ສາມາດປ່ຽນແປງໄດ້) | |||||
| ເສັ້ນເລືອດໃນແກນ | ດ້ານຄົງທີ່, ດ້ານມືຖື | mm | 140 | |||||
| ໜ່ວຍກາງ | mm | 325 | 240 | |||||
| ອັດຕາການປ້ອນແກນ | ມມ/ນາທີ | 20-300 | ||||||
| ໄລຍະທາງທີ່ເຄື່ອນທີ່ | ແຕ່ລະ spindle ແມ່ນຢູ່ໃນທິດທາງຂອງຄານຄວາມຍາວ | mm | 520 | |||||
| ທັງສອງດ້ານຂອງ spindle ໃນທິດທາງຂຶ້ນແລະລົງ | mm | 35-470 | 35-570 | |||||
| ໜ່ວຍກາງແມ່ນຢູ່ໃນທິດທາງຂອງຄານຄວາມກວ້າງ | mm | 45-910 | 45-1160 | |||||
| ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກ | ຄວາມຜິດພາດຂອງໄລຍະຫ່າງຂອງຮູທີ່ຢູ່ຕິດກັນໃນກຸ່ມຮູ | mm | ≤±0.5 | |||||
| ຄວາມຜິດພາດໃນການໃຫ້ອາຫານພາຍໃນຄວາມຍາວ 10 ແມັດ | mm | ≤±1 | ||||||
| Eໄຟຟ້າມໍເຕີພະລັງ | ມໍເຕີແບບບໍ່ຕໍ່ເນື່ອງສາມເຟສສຳລັບການຫມຸນຂອງແກນ | kW | 4*3 | |||||
| ມໍເຕີເຊີໂວແກນ X ຂອງໜ່ວຍລະດັບກາງ | kW | 1.0 | 0.85*2 | |||||
| ມໍເຕີເຊີໂວແກນ Z ຂອງໜ່ວຍກາງ | kW | 1.5 | 1.3 | |||||
| ມໍເຕີເຊີໂວແກນ X ດ້ານຄົງທີ່ ແລະ ດ້ານເຄື່ອນທີ່ | kW | 1.5 | 1.0 | 0.85 | ||||
| ມໍເຕີເຊີໂວແກນ Y ດ້ານຄົງທີ່ ແລະ ດ້ານເຄື່ອນທີ່ | kW | 1.5 | 1.5 | 1.3 | ||||
| ມໍເຕີແບບ asynchronous ສາມເຟສທີ່ເຄື່ອນຍ້າຍໄດ້ | kW | 4 | 0.55 | 0.55 | ||||
| ເກີນມິຕິ | mm | 4.4*1.4*2.7 | 4.4*2.4*3.5 | 4.8*2.4*3.3 | ||||
| ເຄື່ອງຈັກຫຼັກນ້ຳໜັກ | kg | 4300 | 6000 | 7000 | ||||
1. ເຄື່ອງຈັກແມ່ນໂຄງສ້າງໂຄງເຫຼັກທີ່ເຊື່ອມດ້ວຍເຫຼັກກ້າທີ່ມີຄຸນນະພາບສູງ. ທໍ່ເຫຼັກໄດ້ຮັບການເສີມແຮງໃນສະຖານທີ່ໂດຍຄວາມກົດດັນຂະໜາດໃຫຍ່. ຫຼັງຈາກເຊື່ອມແລ້ວ, ການປິ່ນປົວດ້ວຍຄວາມຮ້ອນຈະຖືກປະຕິບັດເພື່ອປັບປຸງຄວາມໝັ້ນຄົງຂອງຕຽງ.


2. ມີສະໄລ້ CNC 3 ອັນ, ແກນ CNC 6 ອັນໃນແຕ່ລະສະໄລ້, ແລະ ແກນ CNC 2 ອັນໃນແຕ່ລະສະໄລ້. ແກນ CNC ແຕ່ລະອັນຖືກນຳພາໂດຍຄູ່ມືການມ້ວນເສັ້ນຊື່ທີ່ມີຄວາມແມ່ນຍໍາສູງ ແລະ ຂັບເຄື່ອນດ້ວຍມໍເຕີ servo AC ແລະ ສະກູບານ. ຮູໃນພາກສ່ວນດຽວກັນຂອງຄານສາມາດປະມວນຜົນໄດ້ໃນເວລາດຽວກັນ, ເຊິ່ງປັບປຸງຄວາມຖືກຕ້ອງຂອງຕຳແໜ່ງ ແລະ ປະສິດທິພາບຂອງຮູໃນກຸ່ມຮູໄດ້ຢ່າງຫຼວງຫຼາຍ.
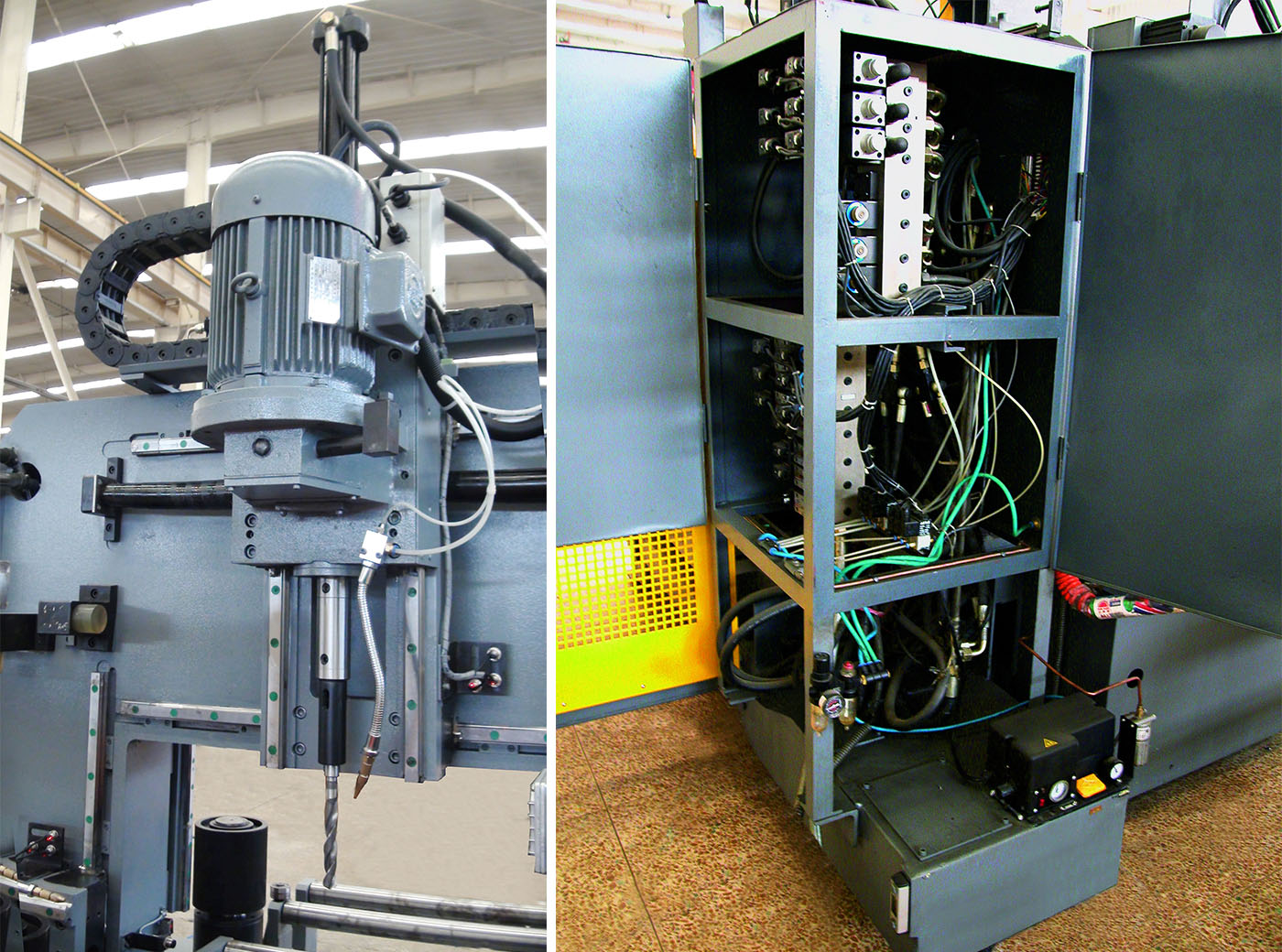
3. ຫົວເຈາະໄຟຟ້າຄວບຄຸມອັດຕະໂນມັດສາມຫົວຖືກຕິດຕັ້ງຢູ່ເທິງບລັອກເລື່ອນ CNC ສາມອັນຕາມລຳດັບສຳລັບການເຈາະແນວນອນ ແລະ ແນວຕັ້ງ. ຫົວເຈາະໄຟຟ້າທັງສາມຫົວສາມາດເຮັດວຽກໄດ້ເປັນອິດສະຫຼະ ຫຼື ພ້ອມໆກັນ.
4. ຄວາມໄວຂອງ spindle ຂອງຫົວເຈາະແຕ່ລະອັນຖືກຄວບຄຸມໂດຍຕົວແປງຄວາມຖີ່ ແລະ ປັບແບບບໍ່ມີຂັ້ນຕອນ; ຄວາມໄວໃນການປ້ອນແມ່ນຖືກປັບແບບບໍ່ມີຂັ້ນຕອນໂດຍວາວຄວບຄຸມຄວາມໄວ, ເຊິ່ງສາມາດປັບໄດ້ໄວໃນລະດັບກວ້າງຕາມວັດສະດຸຂອງຄານ ແລະ ເສັ້ນຜ່າສູນກາງຂອງຮູເຈາະ.
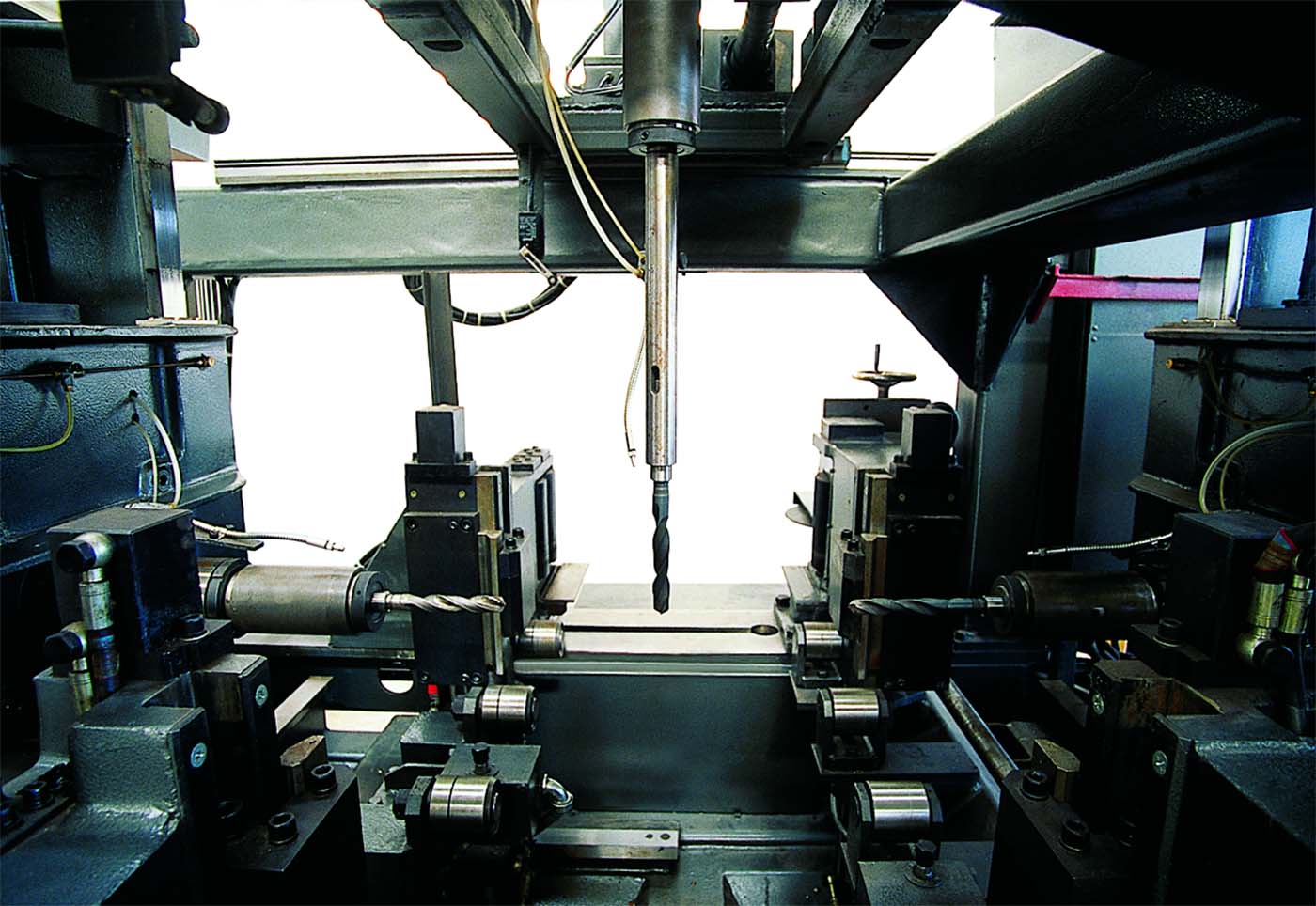
5. ຄານຖືກແກ້ໄຂໂດຍກົນໄກການໜີບໄຮໂດຼລິກ.
6. ເຄື່ອງຈັກດັ່ງກ່າວມີອຸປະກອນກວດຈັບຄວາມກວ້າງຂອງຄານ ແລະ ຄວາມສູງຂອງແຜ່ນ, ເຊິ່ງສາມາດຊົດເຊີຍຄວາມຜິດພາດຂອງເຄື່ອງຈັກທີ່ເກີດຈາກຮູບຮ່າງທີ່ບໍ່ສະໝໍ່າສະເໝີຂອງວັດສະດຸໂດຍອັດຕະໂນມັດ, ແລະ ປັບປຸງຄວາມແມ່ນຍຳຂອງເຄື່ອງຈັກ.
7. ເຄື່ອງມືເຄື່ອງຈັກມີລະບົບເຮັດຄວາມເຢັນທີ່ທັນສະໄໝ, ເຊິ່ງມີຂໍ້ດີຄືການໃຊ້ນ້ຳຢາຫຼໍ່ເຢັນໜ້ອຍລົງ, ປະຫຍັດຕົ້ນທຶນ ແລະ ການສວມໃສ່ໜ້ອຍລົງ.
| ບໍ່. | ຊື່ | ຍີ່ຫໍ້ | ປະເທດ |
| 1 | Lລາງລົດໄຟນຳທາງແບບ inear | Hໄອວິນ/ຄສຄ | ໄຕ້ຫວັນ (ຈີນ) |
| 2 | ວາວໄຮໂດຼລິກໄຟຟ້າ | Atos/Yອູເຄນ | ອິຕາລີ/ຍີ່ປຸ່ນ |
| 3 | ປ້ຳໄຮໂດຼລິກ | ຈັສມາກ | ໄຕ້ຫວັນ (ຈີນ) |
| 4 | Sມໍເຕີ ervo | ພານາໂຊນິກ | ຍີ່ປຸ່ນ |
| 5 | ໄດເວີເຊີໂວ | ພານາໂຊນິກ | ຍີ່ປຸ່ນ |
| 6 | PLC | Mitubishi | ຍີ່ປຸ່ນ |
| 7 | ປໍ້າສີດເຢັນ | Bອິຈູຣ | ສະຫະລັດອາເມລິກາ |
| 8 | ຫົວສີດຂະຫຍາຍທີ່ມີຄວາມຍືດຫຍຸ່ນ | Bອິຈູຣ | ສະຫະລັດອາເມລິກາ |
| 9 | ວາວໂຊລີນອຍນິວເມຕິກ | Aໄອແຄັດ | ໄຕ້ຫວັນ (ຈີນ) |
| 10 | ການຫລໍ່ລື່ນແບບສູນກາງ | Herg/Bອິຈູຣ | ຍີ່ປຸ່ນ/ອາເມລິກາ |
| 11 | Cຄອມພິວເຕີ | ເລໂນໂວ | ຈີນ |
ໝາຍເຫດ: ຂ້າງເທິງນີ້ແມ່ນຜູ້ສະໜອງມາດຕະຖານຂອງພວກເຮົາ. ມັນອາດຈະຖືກປ່ຽນແທນດ້ວຍອົງປະກອບທີ່ມີຄຸນນະພາບດຽວກັນຂອງຍີ່ຫໍ້ອື່ນ ຖ້າຜູ້ສະໜອງຂ້າງເທິງບໍ່ສາມາດສະໜອງອົງປະກອບໄດ້ ໃນກໍລະນີທີ່ມີບັນຫາພິເສດໃດໆ.



ລາຍລະອຽດຫຍໍ້ຂອງບໍລິສັດ  ຂໍ້ມູນໂຮງງານ
ຂໍ້ມູນໂຮງງານ  ກຳລັງການຜະລິດປະຈຳປີ
ກຳລັງການຜະລິດປະຈຳປີ  ຄວາມສາມາດໃນການຄ້າ
ຄວາມສາມາດໃນການຄ້າ 





